溶接モード
タングステンアーク溶接(GTA)を採用することを推奨します。溶接はSEMI F78-0304規格の溶接手順および要件に従って実施し、SEMI F81-1103規格に従って評価する必要があります。小型突合せ溶接継手の溶接は、専門の自動溶接機を使用して実施してください。体系的かつ標準化された溶接管理により、製品の溶接品質を確保できます。
自動トラック式アルゴンアーク溶接機
構造的特徴
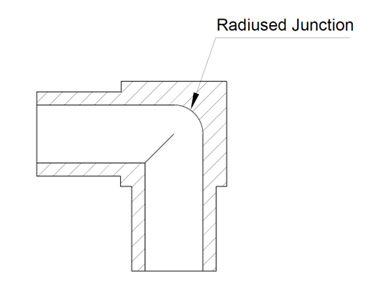
小型突合せ溶接継手の内径の標準研磨粗さは 10μin. (0.25μm) Ra であり、電解研磨により 5μin. (0.13μm) まで研磨できます。エルボ継手の流路の角は遮断領域のない円形接続であり、媒体のスムーズな移行に便利です。
材料要件
加工原料には、SEMI F20-0704規格の要件を満たす316L、316L VAR、および316L VIM-VARステンレス鋼が使用されています。これら3種類の材料で作られた継手は、-198℃から454℃までの温度に耐えることができます。ASME B31.3規格によれば、最大使用圧力は8500psigに達します。
接続フォーム
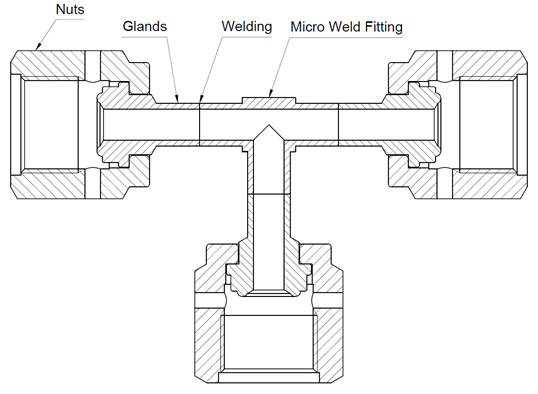
小型突合せ溶接継手は主に超高純度シリーズの突合せ溶接接続に使用されます。ナッツそして腺コンパクトなスペースでのシステムレイアウトに適しています。図は、小型突合せ溶接ティーと構成部品の溶接図を示しています。レイアウト案に応じて、小型突合せ溶接90°エルボやクロスも溶接対象として選択できます。
注文の詳細については、選択内容を参照してください。カタログの上Hikelokの公式サイト製品選びに関してご質問がございましたら、Hikelokの24時間対応オンライン専門販売スタッフまでお問い合わせください。
投稿日時:2022年5月26日